
This article by Peter Zelinski originally appeared in Modern Machine Shop magazine.

Ceramic cutting tools offer a model case for appreciating the distinction between hardness and toughness. These very hard tools have long been a solution for machining very hard metals such as aerospace alloys. However, turning has been their principal application, because of a relative lack of toughness. The tools stand up to consistent high forces such as the steady cut in uninterrupted turning — thank you, hardness — but they are vulnerable to the bang-bang-bang shocks of an interrupted process such as milling, because enduring shocks is what toughness is all about.
Now, ceramic cutting tool maker Greenleaf says innovations in the toughness of ceramics within the last five years offer the potential to dramatically expand the applicability of ceramic tools in milling. The company recently launched its “Xsytin 360” line of solid-body four-flute ceramic end mills, after two years of development. According to James Greenleaf, the third-generation owner of the company, these tools are “the most extensively tested product we have ever introduced.” And that testing continues, because a ceramic tool with greater toughness is a tool that potentially has promise within machining sectors and applications not typically associated with ceramics, involving shops that have not turned to ceramic tooling before.
From Turning to Round Tooling
It was a solution realizing greater toughness that drove Greenleaf’s first big breakthrough with ceramic tools, decades ago. The company introduced ceramic tooling in 1973, manufactured thanks to hot pressing technology that was proprietary at the time. But in 1985, the company proved and went to market with its method for adding reinforcing crystals grown in long, thin strands — known as whisker reinforcement — within the microstructure of the hard turning tools made this way. That innovation multiplied the life of these ceramic tools by a factor of 10, and led to the company’s WG300 family of turning inserts.
(Memory lane: My first job in industry was in a machining laboratory where we evaluated cutting tool performance in aerospace alloys. I spent a lot of time looking at WG300 inserts’ cutting edges under a microscope.)

The company also applied ceramic inserts to milling, albeit on larger-diameter tools. But now, the latest major advance in ceramic toughness has led the company to introduce smaller-diameter solid tools as well as inserted ballnose tools. This latest toughness advance is not because of the addition of a different reinforcing mechanism, but rather because of a proprietary phase toughening process that leads to greater control over the formation of the ceramic material, including the formation of the whiskers. As the company explains, phase toughening of the material delivers a stronger material substrate as well as more predictive performance in applications where other cutting tool ceramics are prone to failure. The material made this way still favors hardness over toughness, but now within a combination that not only provides for the requirements of smaller-diameter tools, but also lands nearer to the needs of general machining and to the performance capabilities of more mainstream machining centers.
The Xsytin 360’s SiAlON (a ceramic combining silicon, aluminum, oxygen and nitrogen) is a material about which James Greenleaf feels he can confidently say, “This is the strongest ceramic material on the market. We finally felt we had a ceramic good enough to offer a really effective round tool.”
Comparison to Both Ceramic and Carbide
In test cutting, the performance and promise of the new round tools have been seen not principally in the high speeds these tools are able to achieve, but instead — stay with me on this — important improvement has been found at the low speeds at which these tools cut well. Ceramic tools are generally run at very high speeds (and run dry) because the ceramics’ thermal coefficient makes the tools so heat-resistant. The tools even have minimum cutting speed thresholds for optimal performance. However, the new, tougher ceramic tools do not need the intensity typical of ceramics. The optimal speed range for the new solid ceramic end mills begin at 1,300 sfm, low compared to other ceramic cutters. For a 1/2-inch end mill, that is about 10,000 rpm. In short, the needed speed is accessible to a broad range of machine tools used by a broad range of shops.
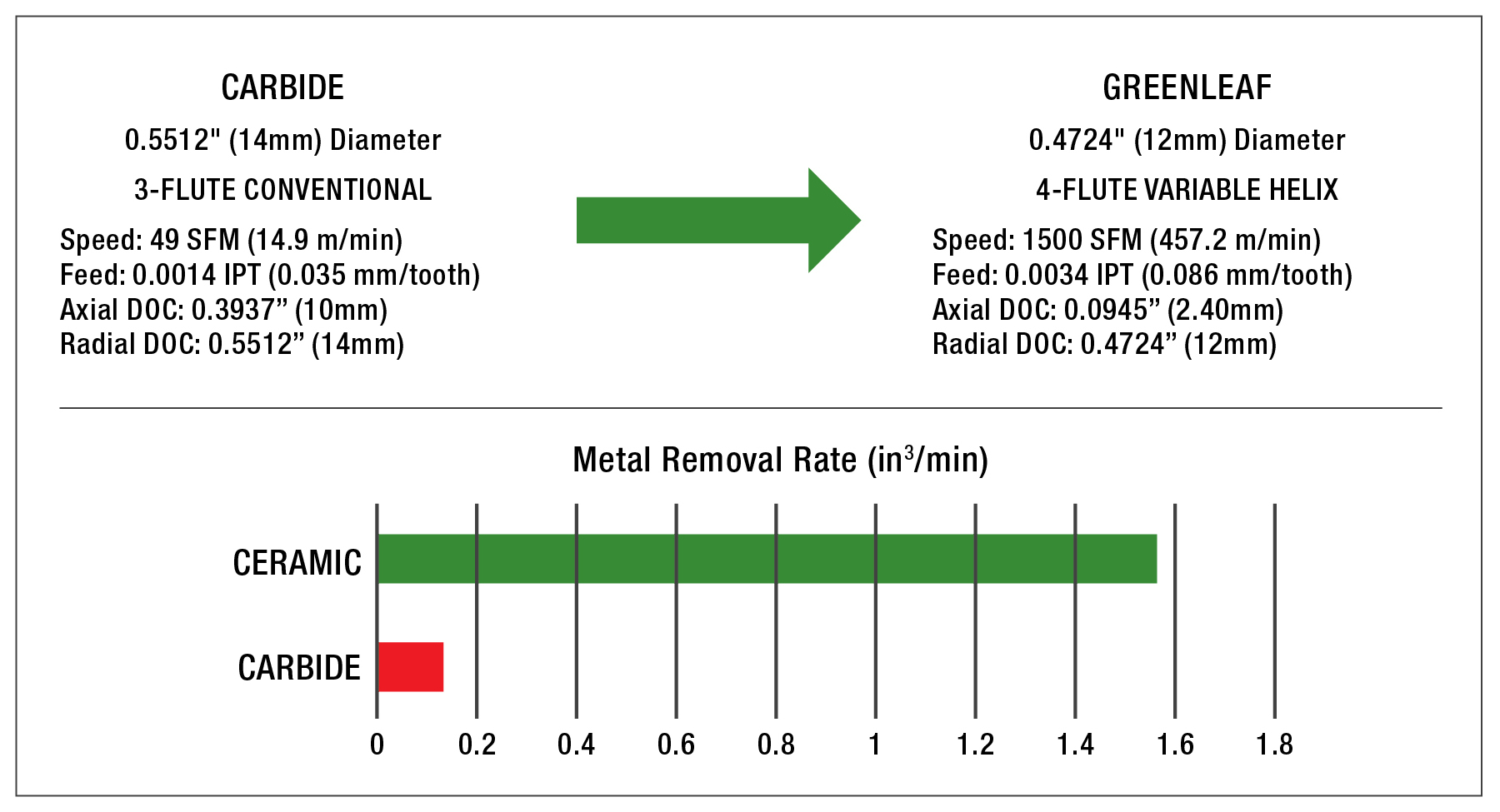
Yet even at a lower speed than is typical of a ceramic milling tool, the company says its testing in materials such as the aerospace alloy Inconel 718 still shows better metal removal rates and tool life than existing ceramic round tooling. This, too, is because of the freedom of toughness. The lower speed can be matched to a feed rate about 3.5 times that of what existing ceramic end mills accommodate. The result is an inch-per-tooth (chip load) feed rate equivalent to that at which the shop might be accustomed to programming carbide, yet at a much higher spindle speed than would be appropriate for a carbide tool.
That productivity improvement does need the right setup. The Xsytin 360 milling tools making use of the phase-toughened ceramic are not a replacement for carbide; we have been speaking of toughness, and carbide is still the tougher material. The ceramic end mills capable of lower speeds still need effective process controls against shocks to the tool — controls that include rigid fixturing; short overhang in the tool setup; a shrink-fit, press-fit or hydraulic toolholder for low runout; and a tool path ensuring continuous cutting by maintaining a consistent chip thickness. Indeed, the tool’s flute design is part of this formula and another important part of the engineering of the tool. This flute aids stability through a geometry that has been refined to minimize vibration. Also needed in the application of the tool: a way to clear chips from the path of the cut without coolant, because this ceramic, like earlier ceramic tools, does far better running dry.
However, within the many shops able to achieve this level of stability and control, this tool is now a competitor to carbide in a way that ceramic round tools have not been before. The level of toughness resulting from the phase toughening has brought us to this point of change: In facing their challenges with hard metals, many shops will now consider ceramic milling tools that have never used tooling made of this material before.
